一、技术简介
适用范围
基于核心智能蒸发工艺,耦合物化处理、生化处理、膜处理等多工艺,实现了高盐有机废水的全量处理及资源化利用,广泛应用于新能源、危废、市政、化工、冶金等领域。针对高盐废水蒸发易结垢的弊端,采用高性能钛合金材料制造MVR换热器,并对与之配套的工艺进行优化,从而提升了MVR系统的整体性能,使受纳的高盐废水范围达到含盐量10% ~ 30%、COD 浓度可达100000 mg/L,且免维护运行周期达到90天。
技术原理
依托自主研发的核心智能蒸发装备,针对不同行业/领域高盐有机废水中的高盐分、有机物、重金属污染物、可回收物质的价值以及浓度水平,通过对污染物分级分类识别,耦合膜浓缩、吸附、离子交换、芬顿氧化、絮凝沉淀等各类物化预处理及深度处理技术,结合废气治理等工艺,大幅降低有机物及重金属污染后,利用智能蒸发装备脱除水体中大量的盐分或实现盐分的资源化利用;富集的浓缩液采用自主研发的母液全量处理装置,实现全量化处理,蒸发冷凝液进一步深度处理后达到国家排放标准。
核心MVR(蒸汽机械再压缩)智能蒸发装备技术原理:将蒸发产生的二次蒸汽通过压缩机加压升温,提高蒸汽的热焓并作为热源给物料加热,实现热能的循环利用;蒸汽冷凝水再经由原料换热,实现能量的综合回收利用。
工艺路线
工艺流程如下:
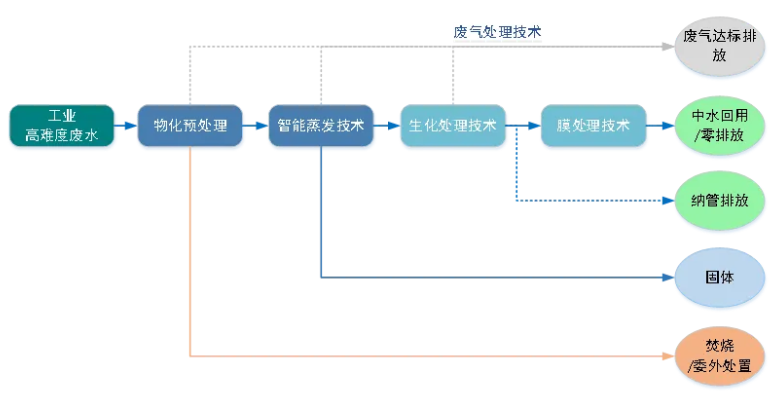

工业废水经前端预处理,除杂和降进水COD之后进入MVR智能蒸发系统处理,蒸发产生的蒸汽经压缩机提高品位后作为热源,从而实现蒸发循环。蒸发冷凝液进入后续深度处理工序(生化+膜处理等),确保处理后达标排放;控制工艺条件,MVR蒸发浓缩过程中浓缩液所含盐分结晶析出,脱除水体中大量的盐分。处理过程中产生的废气进行负压收集净化,采用“碱洗+酸洗+活性炭吸附”工艺,处理后达标排放。
应用效果
以济南市第二生活垃圾综合处理厂渗滤液膜浓缩液为例,采用“预处理+MVR强制循环蒸发+高效浓缩减量+深度处理”工艺,设计膜浓缩液处理规模350 m3/d,实现膜浓缩液减量85%以上。系统运行稳定,渗滤液膜浓缩液COD浓度超过10000 mg/L,NH3-N浓度6000~8000 mg/L,经MVR蒸发和深度处理后,出水COD浓度降低至10~25 mg/L,NH3-N浓度降低至4.5 mg/L以下,COD和NH3-N平均去除率分别达到99.86%和99.95%,出水各项指标均大幅优于《生活垃圾填埋场污染控制标准》《济南市人民政府办公厅关于提高部分排污企业水污染物排放执行标准的通知》(CODcr≤45mg/L、NH3-N≤4.5mg/L)水污染物排放限值。
研发背景
中国经济发展速度不断加快,工业发展水平不断提高,随之而来的是环境与能源问题。在双碳时代背景下,“碳排放”整体面临较为全面的环保需求,节能减排是我国工业发展的重要战略之一,是近期碳中和工作的主轴,工业废水处理是其中的重要方向。在危废、新能源、市政、化工、冶金等领域,产生高盐有机废水量大、处理难度高,寻找处理效果好、技术经济性高、智能化程度高的处理技术、工艺与装备,实现生产废水近零排放不仅是构建生态命运共同体的外在需求,也是当前我国企业生产发展的强烈内需。
处理高盐有机废水是工业废水处理的首要难点。其来源普遍、种类多样、成分复杂,含盐量通常在3%左右,有机物含量较高,且较难降解,使用单一治理方法无法达到理想的处理效果。针对传统高盐废水处理,尤其是危险废物物化处理中“轻物理法、重化学法”的现状,为克服高盐废水处理存在化学药剂使用量大、运行成本高、二次固废产生量多及设备冗余、排放不达标且资源浪费等问题,公司通过耦合智能蒸发技术、膜处理技术、干燥技术、生化处理技术,采用自主研发的智能蒸发装备及母液处理装备,实现了高盐有机废水的全量处理,并通过分盐技术实现了废水的资源化、产品化。
技术特点
高盐有机废水是废水处理领域的难点,有机物成分复杂、浓度高,总溶解性盐(TDS)高,处理难度大。公司自主研发的“基于MVR+的高盐有机废水处理技术”能实现对其资源化、无害化全量处理。
(1)以MVR 技术为核心,耦合各种常规或新兴水处理技术,为高盐有机废水提供了一种新型高效处理模式,广泛应用于新能源、危废、市政、化工、冶金等领域;
(2)耦合了一系列的工艺包技术,能针对不同物料配置合适的工艺包组合,使MVR 系统受纳废水含盐量范围高达30%、COD浓度可接受100000 mg/L以上,免维护持续运行周期达到60~90天,技术水平整体优于国内同类技术;
(3)通过污染物成分的分级处理,根据不同物料特点结合特定工艺技术,安全、高效地回收二次资源,创造可观的经济和环保效益;
(4)通过优化耦合传统自动化控制技术和大数据、物联网、云平台等先进数据通讯技术,以及生产、管理、监管信息系统,对温度、压力、液位、电流、电压等进行自动数据采集、自主分析判断、智能预警、辅助决策、系统能量恒算等,实现系统监测、控制以及运维全程化,确保蒸发系统稳定高效运行;
(5)可为客户提供该系统的全面运营管理和技术支持服务,技术人员驻场操作管理,实现即时响应。
二、典型应用案例
案例名称
济南第二生活垃圾综合处理厂350 m3/d垃圾渗滤液膜浓缩液MVR+全量处理工程
案例简介
项目位于济南市济阳县孙耿镇济南市第二生活垃圾综合处理厂,该厂是2012~2013年度中国建设工程鲁班奖(国家优质工程)获奖工程之一,总用地面积8330m2。已建规模为1100 m3/d的渗滤液处理系统,采用“两级A/O + MBR + 化学软化 + 两级碟管式反渗透(Disk-Tube Reserve Osmosis,DTRO) + 高压反渗透(High-Pressure Reserve Osmosis,HPRO)”主体工艺。渗滤液经处理后可达标排放工业尾水约750 m3/d,另有HPRO产生的350 m3/d膜浓缩液。捷晶科技采用“预处理(除硬+物料膜)+MVR强制循环蒸发+母液高效浓缩减量+深度处理(RO+芬顿氧化+离子交换)”工艺,处理DTRO膜浓缩液和调节池积存液,系统运行稳定,满足排放标准后,经现有管线输送至园区现有排水口外排汇至徒骇河。
运行单位:深圳市中天环保技术有限公司(深圳市捷晶科技股份有限公司子公司)
达到的标准或性能要求
渗滤液膜浓缩液COD浓度超过10000 mg/L,NH3-N浓度6000~8000 mg/L,经MVR蒸发和深度处理后,出水COD浓度降低至10~25 mg/L,NH3-N浓度降低至4.5 mg/L以下,COD和NH3-N平均去除率分别达到99.86%和99.95%,出水各项指标均大幅优于《生活垃圾填埋场污染控制标准》水污染物特别排放限值。
业主单位
光大环保(中国)有限公司
投运时间
2019年6月30日
工艺流程
反渗透膜系统产生的浓水首先经过预处理单元(除硬系统+物料膜系统),通过投加烧碱和纯碱与膜浓缩液中钙镁离子反应生成沉淀物,再经压滤分别得到滤液和钙镁沉淀物,滤液硬度降低至100 ppm以下。投加硫酸,回调pH进入物料膜系统,钙镁沉淀物则与后端产生的浓缩液一起固化后填埋处置。物料膜系统采用单级两段方式,主要作用是降低进水COD,防止蒸发浓缩过程中溶液沸点温升过高,经过膜浓缩后大分子有机物经截留进入一级浓缩液,进水COD去除率达到65%,回收率不低于90%。
预处理之后的膜浓缩液进入MVR高效节能蒸发系统处理。膜浓缩液蒸发产生的蒸汽经压缩机提高品位后作为热源,从而实现蒸发循环,冷凝水先对浓液进行预热后再排出,使余热得到充分利用。MVR蒸发所得浓液首先打入稠厚器析出晶体,当晶体增多到一定程度时打入压滤机进行固液分离,滤液返回MVR蒸发器继续循环。蒸发母液和预处理产生的一级浓液进入高效浓缩减量系统进行二次浓缩,过程中浓缩液所含盐分结晶析出,收集后委外处置。蒸发冷凝液进入后续深度处理工序(RO+芬顿氧化+离子交换系统),确保处理后达标排放,实现垃圾渗滤液膜浓缩液的全量处理,无浓缩液外排。
膜浓缩液处理产生的不凝气、恶臭物质进行负压收集净化,采用“碱洗+酸洗+活性炭吸附”工艺,处理后达标排放。
运行情况
渗滤液膜浓缩液COD浓度超过10000 mg/L,NH3-N浓度6000~8000 mg/L,经MVR蒸发和深度处理后,出水COD浓度降低至10~25 mg/L,NH3-N浓度降低至4.5 mg/L以下,COD和NH3-N平均去除率分别达到99.86%和99.95%,出水各项指标均大幅优于《生活垃圾填埋场污染控制标准》水污染物特别排放限值。
技术应用产生的碳减排效果
本项目核心技术MVR蒸发只需要消耗电能,减少了燃煤消耗及二次污染物排放,充分实现能量有效综合利用,运行成本比传统技术装备节约60%~80%,系统稳定高效,实现膜浓缩液减量85%以上,实现废水减量化、无害化以及处理过程节能,取得良好的生态效益和经济效益。本项目蒸发量10t/h MVR设备能耗及环保优势对比如下表,估算该设备减污降碳绩效:总减碳量为54054.8t。
发布者:生态守望,转载请注明出处:https://360hb.cn/index.php/2024/12/26060/